By 2020, it is expected that about 7 billion people and 50 billion things will be online. The pace of connectivity is indeed accelerating. This trend is creating a tremendous impact on our daily lives, on the way we interact with each other, and on the way we manufacture and distribute goods...which left me thinking... is this a good thing or a bad thing? What do you think? Let me know your thoughts.

Friday, December 2, 2016
METALEX 2016: Gareth Laker, Director Factory Automation, Bosch Rexroth
Process control, precision and functionality are critical in every production and assembly line. Therefore, it is important that every bolt is tightened to its proper torque and angle specification. Gareth Laker, Director Factory Automation at Bosch Rexroth explains how the company's tightening system works. And their operating system further simplifies feedback via an intuitive user interface.
Gareth Laker, Director Factory Automation at Bosch Rexroth
Tuesday, August 23, 2016
International Metalworking News for Asia - August issue now online!

The
regularly-scheduled August issue of International Metalworking News for Asia magazine
is packed full of valuable technical guidance for end users in the metalworking
industry.
Among the
highlights is a follow up interview with Hoffmann Asia's managing director half
a year after he assumed the position and announcing his ambitious plan.
Also check
out the exclusive interview of Schaeffler (Singapore)'s vice president for
industrial & aerospace regarding "Mobility for Tomorrow"
strategic concept, with quotes from the company's director for engineering in
South East Asia about manufacturing expertise and systems know-how.
In between
are a pair of features focused on automated manufacturing. The future of
manufacturing is being driven by the needs of increasingly demanding customers.
This often involves the notion of a re-imagined approach towards innovation and
the adoption of the Internet of Things with connected systems. Automated manufacturing,
machine-to machine communication, and intelligent process chains have now
become a fundamental part in stirring industrial changes in South East Asia's
factories.
Finally,
there’s a technical article on panel bending. By introducing the TruBend Center
Series 5000, Trumpf is making its debut in the market for panel bending
technology. The panel benders work economically even when producing short runs.
They can be run in more quickly than fully automatic machines.
Of course,
the issue includes columns from such as show previews and review, industry news
and product highlight.
Is there a
specific topic or scenario you’d like to see covered in the pages of International
Metalworking News for Asia? Email us at kathryn@ringiertrade.com.
Tuesday, August 2, 2016
Changing ways and expanding in Asia

Interview with Alexander Kliegl, Managing Director, Business Unit Technology, DKSH Vietnam.
If you are manufacturing metal or steel technology products and want to expand your business in Vietnam, you may want to consider visiting DKSH Business Unit Technology's precision machinery showroom in Binh Chanh district in Ho Chi Minh City, Vietnam.
DKSH is a leading Market Expansion Services provider with a focus on Asia. The company helps other companies and brands to grow their business in new and existing markets.
Recently, International Metalworking News for Asia had a chance to interview Alexander Kliegl, Managing Director for Business Unit Technology, at DKSH Vietnam, during the Hurco and DKSH collaborative open house in Ho Chi Minh City. He talked about the newly opened precision machinery showroom in Binh Chanh district, its partnership with Hurco as well as the newly opened demonstration laboratory.
He said: "The new showroom plays a key role in catering to the large demand for technological solutions in the fast-growing Vietnamese market."
According to Kliegl, the new showroom is a strategic step for the company as it serves as a bridge between its clients and customers. He added that clients and customers can experiment with their demonstration machines, run test cuts or evaluate quality parameters to acknowledge the advantages and benefits of these solutions before making any purchasing or maintenance decisions.
"I strongly believe that this new platform strengthens our business here in Vietnam by bringing DKSH closer to its clients and customers,” Kliegl stated.
Business Unit Technology
In Vietnam, DKSH has four business units. One of them is Business Unit Technology, which Kliegl heads.
He explained: "Business Unit Technology offers total solutions in areas such as infrastructure, industrial materials and supplies, precision machinery, agriculture, hospitality, scientific instrumentation as well as specialized industrial applications. We tailor-made the services that our clients and customers needed the most to help them grow their market shares.”
When asked about its precision machinery business line, Kliegl said they offer a broad range of machinery from world-renowned manufacturers in metal cutting and forming, testing and measuring, wire harnessing, 3D printing and gear cutting and measuring.
"For the cutting-edge additive manufacturing process of customized products, we also offer 3D printers and corresponding scanning solutions”, he added.
Going back to its recent collaborative open house with CNC machine tool builder Hurco, Kliegl said this partnership is a significant one due to their strong connection and close relationship. Hurco’s high- volume applications such as tie and mold also provide distinct differentiating added-values to the Vietnamese customers.
"Hurco has an established reputation for providing excellent products and superb customer service within the industry. They are known as the ones that customers know and trust," he added.
Think Asia. Think DKSH.
So how is DKSH living up to its saying: "Think Asia. Think DKSH.”? Kliegl elaborates that for more than 150 years, DKSH has been providing integrated and tailor-made Market Expansion Services along their entire value chain to their business partners. By partnering with DKSH, clients can have access to in-depth market insights, to strong sales and service organization, to a systematic market development approach and extensive local customer networks.
He explained that with DKSH, customers only have to deal with one partner to gain access to the worldwide network for solutions as well as to a broad range of products from market leaders and internationally renowned brands. Lastly, Kliegl said that the company’s highly qualified specialists and engineers are dedicated to providing services throughout the entire product lifecycle to operate as a trusted link between suppliers from Asia, Europe and America and customers in Asia.
By: KATHRYN GERARDINO-ELAGIO
International Metalworking News for Asia
two-weeks countdown!!
★ Discuss different topics face to face, and exchange professional knowledges with other attendees★
The 3rd Asian Automotive Manufacturing Summit will be held in Indonesia on the 15th, 16th of August.
If you leave a comment below with the correct answer in response to our question, you will have the opportunity to receive coupons for summit registrations. (original price:USD 600, coupon: USD 50)
The 3rd Asian Automotive Manufacturing Summit will be held in Indonesia on the 15th, 16th of August.
If you leave a comment below with the correct answer in response to our question, you will have the opportunity to receive coupons for summit registrations. (original price:USD 600, coupon: USD 50)
Questions: Who are the exhibitor sponsors of the summit this year?
Answers could be found in the official website
http://www.ringierevents.com/…/3rd-asian-automotive-manufac…
★Each coupon of the summit can only be used once
★We will contact you if you luckily won the discount
★We offer two coupons for the first two persons who leave the correct answer, first come first served.
#3rd Asian Automotive Manufacturing Summit #indonesia #ringierevents

Answers could be found in the official website
http://www.ringierevents.com/…/3rd-asian-automotive-manufac…
★Each coupon of the summit can only be used once
★We will contact you if you luckily won the discount
★We offer two coupons for the first two persons who leave the correct answer, first come first served.
#3rd Asian Automotive Manufacturing Summit #indonesia #ringierevents

3D metal printed part for satellite

Thales Alenia Space and Poly-Shape SAS build Europe’s largest qualified 3D metal printed part for satellites
Additive manufacturing makes more than just headlines. The industrial revolution of 3D metal printing is pointing the way to a change in manufacturing strategies. And facts are being established which will herald a fundamental paradigm shift for the manufacture of metal parts. AM is really pointing the way forward when it comes to substitution or as a hybrid strategy in combination with conventional machining methods.
Once again, the aerospace industry is driving forward innovation and acting as the spearhead for digital manufacturing. The most recent signal comes from Thales Alenia Space. Working in collaboration with the 3D printing service company Poly-Shape, it has produced additively manufactured parts for the new South Korean communications satellites Koreasat-5A and Koreasat-7. Koreasat-7 is set to go into orbit in 2017 at position 116º East in order to provide coverage for South Korea, the Philippines, Indonesia and India. Koreasat-5A will cater for Korea, Japan, Indochina and the Middle East from the position 113° East. Koreasat-5A should be launched before 2017 second quarter.
XXL component produced in collaborative working relationship
The Koreasat-5A and Koreasat-7 antenna supports will be the largest volume parts so far produced by powder-bed-based laser melting of metals from Europe to be in orbit. With dimensions of 447 x 204.5 x 391 mm3 – and weighing just 1.13 kg – they really can be referred to as lightweight components. A really huge piece of engineering. The additively manufactured 3D components are used as basic antenna supports for the communication with ground base of the Koreasat-5A and Koreasat-7 satellites. An identical part was installed in both satellites. The dimensions presented a real challenge for Thales Alenia Space. They were manufactured by the French company Poly-Shape. It is a renowned partner to the aerospace industry when it comes to prototyping, 3D metal printing and assemblies.
Lightweight construction and reduction in costs as crucial advantages
Aluminum (Al) is the metallic material most commonly used for satellites due to its weight and thermal conductivity. The less weight that needs to be put into orbit, the better. Florence Montredon, Head of AM at Thales Alenia Space, says: “As a rule of thumb, the actual costs of putting 1 kg into orbit are around EUR 20,000. So every gram really does count. The starting weight of the two new satellites is around 3,500 kg.” AM’s potential for lightweight design was therefore a key reason to move away from the traditional methods. For these AM parts Thales Alenia Space chose an AISi7Mg alloy. Applications in space demand high strength, rigidity and resistance to corrosion from the materials that are used. The component validation process also revealed a low porosity rate on the finished component of < 1%. The tests of tensile and shear strengths also produced pleasing results. For example, the tests in relation to symptoms of fatigue according to Wöhler yielded values that significantly exceeded the required specifications. Minor deviations in the geometry were corrected with simple reworking, as was a small crack whichwas revealed by the CT. Fairly small pores inside the geometry were accepted following localized mechanical analysis. Ultimately, the parts successfully passed the dynamic tests carried out at Thales. Florence Montredon: “The effects were huge: A 22% weight saving for the bionic AM structure compared to a conventional structure. Not forgetting a reduction in costs of around 30% with the finished part being available very much faster.” The cost reduction of 30% is attributable to various factors. First there is the reduction in outlay on assembly: The redesign as an additive, bionic part replaced the number of parts that were previously produced from nine to one. And this was done through one-shot manufacturing, without the previous outlay on assembly. Secondly there was no need for mold construction, as casting would have needed to make the same part. Thirdly the temporal aspects are interesting when it comes to completing the ambitious stages of a project such as this on time. This is known in industry as time to market. In this sector, it is referred to as time to fly.
Machine and plant technology from Concept Laser on XXL scale
Poly-Shape has 28 3D metal printing machines which have different sizes of build envelope. The largest build envelope dimension for 3D printing with aluminum at Poly-Shape is currently an X line 1000R from Concept Laser. It offers a build envelope of 630 x 400 x 500 mm3 and has a closed system for reliable process and powder management in accordance with the ATEX directives. The X line 1000R also has a rotating mechanism which allows two build modules to be used reciprocally, thus guaranteeing constant production with no downtimes. This unique machine design not only results in greater availability, but also simple and above all secure handling when arming and disarming the machine. The follow-up model, the X line 2000R, has an even bigger build envelope (800 x 400 x 500 mm3), which is currently unique in the world when it comes to powder-bed-based laser melting. The usable build volume is again increased, in comparison to an X line 1000R, by around 27% from 126 l to 160 l. The follow-up model also operates with two lasers, each delivering 1,000 watts of power. The LaserCUSING process technology from Concept Laser was very important for the project: What makes systems from Concept Laser unique is stochastic navigation of the slice segments (also referred to as "islands") which are processed successively. This patented process ensures a significant reduction in stresses when manufacturing very large parts. With huge dimensions of 447 x 204.5 x 391 mm3, it is obvious to want to control warping to the maximum extent possible. The X line 1000R offers balanced temperature regulation of the build envelope in order to prevent warping in the “oversized” parts. The large, bionic and intricate geometry takes a great deal of time to assemble: It took only a few days to print it.
Design to suit the process
The transition over to AM also means rethinking the design. To make full use of the potential offered by laser melting, it makes no sense to replicate a geometry 1:1. Lightweight design and bionics demand a design to suit the process. CAE-CAD-based methods are used to trim the 3D components to a performance-focused geometry, bionics, and lightweight design. The design was optimized in several transitions at Thales Alenia Space (AM design optimization), for example in respect of the various joining and mounting techniques. In addition, there was fine-tuning in the area surrounding the satellite in order to guarantee a maximum precision fit. The topology was optimized in 2-3 passages. The CAD data then underwent a redesign and smoothing before a mechanical analysis and simulation took place. Furthermore, the design was optimized to suit the process-related circumstances in the build envelope with Poly-Shape. This involved the orientation of the part in the build envelope and the necessary support structures. Thales Alenia Space also incorporated methods of LBM (Layer-Based Manufacturing). Florence Montredon: “It is clear that we have identified AM as a good prospect for further projects. In the future, we would also like to incorporate thermal control technology or radio functions directly on or within the 3D structures. So functional integration is the next task. This is also a logical consequence of the potential offered by AM.”
Verdict
In the Koreasat-5A and 7 project, the feasibility of highly sophisticated and very large AM parts for applications in space was highlighted. The redesign as an additive, bionic part made it possible to reduce the number of parts from nine to just one part. Thanks to this method, the manufacturing process was carried out in one shot, so without the previous outlay that was needed for assembly. There was also significantly enhanced potential for a lightweight design. 22% of the mass was saved with this AM solution. This resulted in a final weight of just 1.3 kg. This was a huge leap because in these applications every gram really does count. The 3D geometry was optimally trimmed for use in orbit. The project’s impressive results highlighted the potential that additive manufacturing offers in space travel and this project will undoubtedly not be the last of this type.
Thursday, June 23, 2016
3rd Asian Automotive Manufacturing Summit

Date: August 15-16, 2016
Venue: Mercure Serpong Alam Sutera Hotel Jakarta Indonesia
Agenda: http://www.ringierevents.com/conference/3rd-asian-automotive-manufacturing-summit-2016/register
Register now:
Wednesday, June 22, 2016
A tour of You Ji Machine’s factory
Big is
an understatement when you talk about You Ji Machine Industrial. With over 37
years of experience, I know that the company has a rich experience in making
vertical lathes and machining centers but I was not prepared to what I saw. The factory in Kaohsiung
city is immense — it’s that big that you
must walk to several buildings just to see all their machines.
Beginning
You Ji was established in 1978 at Bali
Township, Taipei, producing single function machines, special purpose machines
and boring machines. The company then expanded in 1981 and moved to Kaohsiung
According
to You Ji, it is the first Taiwan company to develop
and build hydraulic system into CNC lathe. In 2011, the company launched 130mm and 150mm spindle
quill diameter horizontal boring machine to local and foreign markets; covering
Asia, Europe and South American countries.
The
company built Heavy duty vertical turning center with hydrostatic table
transmission in 2010 and successfully introduced to foreign market; the table
diameter ranges from 3 meter to 7 meter.
Photo Gallery














Friday, June 3, 2016
Manufacturing Cloud Sense: Improving Business Management with Cloud ERP

Just a few years ago, most firms were asking “Why ERP?” and “Why Cloud?” Today, the increasingly important questions about both Cloud and ERP from companies of all sizes and types, in all industries and markets, are “When?” and “How?” The advent and evolution of Cloud-based ERP has catalyzed the adoption of increasingly powerful business management software among firms that previously did not feel it was useful or practical for a firm of their type or size. Many companies have made the transition, which begs the questions:
- What drives Cloud ERP adoption today, including by smaller and mid-size manufacturing firms that traditionally have not taken advantage of ERP - The business "triggers" that drive these firms toward Cloud ERP
- What to look for in solutions and providers in order to maximize the business value that can be accomplished
-Download this report from Saugatuck Technologies, a respected independent research/advisory firm which analyzes why small and mid-size manufacturing companies made the decision to move their ERP solutions to the cloud, and documents their satisfaction with the results after the transition. It also provides guidance about what to look for in cloud-based ERP solutions and providers.
See more at: http://www.industrysourcing.com/whitepaper/manufacturing-cloud-sense-improving-business-management-cloud-erp#sthash.aTxzd9TA.dpuf
Watch out for IMNA June issue coming soon!
The latest issue of International Metalworking News for Asia (IMNA) E-zine will come out soon.
Here’s
what you can expect to find in the upcoming issue of IMNA.
Enterprise
Close-up features Reishauer’s Chairman of the Board Markus Wehrle, has
consolidated the company’s leading position in gear grinding, and has further
expanded Reishauer’s presence across the globe. Without having a mechanical
engineering background himself, Wehrle has nevertheless conceived and executed
a series of crucial reforms, which have helped to set the benchmarks in this
specific industry.
Dialogue
section introduces Alexander Kliegl, Managing Director, Business Unit
Technology of DKSH Vietnam. IMNA had a chance to interview Kliegl, during the
Hurco and DKSH collaborative open house in Ho Chi Minh City. He talked about
the newly opened precision machinery showroom in Binh Chanh district, its
partnership with Hurco as well as the newly opened demonstration laboratory.
Renishaw appears in our pages this month. Witness a
bi-directional laser calibration run on just one linear axis of a CNC mill conjures
up a completely different image. A short 1 m axis can typically take 30 to 60
minutes as the machine axis moves in 10 mm increments and stops to pause and
settle before the laser interferometer takes a reading.
If you are grappling with
Industry 4.0 and how it can improve your company’s competitiveness, take a
moment to read this issue’s Software & Control section. Learn how Industry
4.0 facilitates the vision and execution of a “Smart Factory” where
cyber-physical systems monitor physical processes, create a virtual copy of the
physical world, and make decentralised decisions.
Other notable feature
article is the “Light weight auto design” on page 24. In a joint project, EDAG
Engineering GmbH, Laser Zentrum Nord, Concept Laser GmbH and the BLM Group,
presented the bionically optimised spaceframe produced by hybrid manufacturing
to highlight a new way in which a bodywork concept that is adaptable and can be
manufactured flexibly can be produced in order to make the increasing range of
different vehicles manageable thanks to the large number of different drives
and load stages.
Monday, April 25, 2016
CALL FOR SPEAKERS

CALL FOR SPEAKERS for The 3rd Asian Automotive Manufacturing Summit 2016, (Jakarta Aug 15-16), two packed days of informative presentations and discussions on ASEAN automotive manufacturing with a focus on lightweight applications and smart manufacturing processes.
APPLY NOW To be a speaker!
We are looking for presenters to get on center stage with the Who’s Who of the industry and political circles to give high-powered keynote addresses and engage in lively discussions.
To be a speaker and for a copy of the most recent Agenda topics please Contact craigshibinsky@hotmail.com
For more information on this conference, visit our Conference website: https://lnkd.in/eHWbQK4
April issue of International Metalworking News for Asia

The April issue of International Metalworking News for Asia magazine is themed around advanced manufacturing and reflects the rapid pace of
development we’ve seen in recent months. A number of technical articles explore
how manufacturers can leverage, create and deliver powerful products quickly
and efficiently.
Leading off is how to choose the right
aluminum saw. When cutting aluminium, cutting speeds must be
higher and cutting forces lower. To ensure clean, exact cuts, it is especially
important to have an optimum cutting geometry along with good lubrication and
cooling. Chips can readily cause problems owing to the high speeds and must be
removed in an effective manner. Users who saw aluminium on a regular basis are
therefore advised to purchase a machine that is specially designed for this
purpose.
Up next
is lasers.
Whether tailored 3D print of lightweight construction components or precise
bores using an ultra-short pulse laser, the range of applications stretches
across all sectors of manufacturing. Bundled light is a core element of
Industry 4.0, in which the virtual, digital world is connected to real
manufacturing.
The flexibility, strength and light weight are some of the
qualities that make aluminium attractive in so many different applications. When it comes to machining of
aluminium, metal cutting saw technology specialist Maschinenbau offers a
comprehensive range of machinery specially designed for aluminium and other
light metals.
The final article in the set is about testing workpiece surfaces in machine tools. Given the harsh conditions prevailing
within machine tools, the automated, machine-internal measurement of surface
quality was considered to be technically impossible for the longest time.
Moreover, customers in the high-production serial manufacturing sector expect
extremely short measurement times but also maximum reliability and precision.
Tuesday, March 29, 2016
Left to your own device
Today, over 70% of global companies have a BYOD policy allowing for certain levels of access to business networks from personal devices. As such, this article discusses how businesses are adopting the Bring-Your-Own-Devices (BYOD) movement to enhance work productivity among their employees - improving access to information, facilitating greater collaboration and increasing productivity.
The article also deliberates the flipside of BYOD and how it is not all smooth sailing for some organizations with issues such as cost and security being the main challenges faced.
Monday, March 21, 2016
Dassault Systèmes' Director for Asia Pacific South comments on 2016
 |
Benjamin TAN, Director of Professional Channel,
AP South,
Dassault Systèmes
|
We have
seen digitalisation happen across industries. In manufacturing, digitalisation
is bringing cost and time savings and reducing risks from product conceptualisation
to development. In 2016, we will see businesses continue to embrace 3D
technology in the manufacturing process, as more decision makers realise the
need for an all-encompassing platform that allows users to create, simulate,
publish, and manage their data.
More
manufacturers will be testing their products for design and functionality needs
and gaining insights on their product right at conceptualisation tapping on 3D
technology. This is already opening up a new world where manufacturers are able
to craft, simulate and implement a product with ease, all through virtual
means, removing the cost and time required to produce a product for physical
testing.
Additionally,
a new generation of products will bring a host of technological requirements
including process performance and simulation analysis. We live in a time where
we want immediate outcomes and look to our tools to provide these instant
results. With technological advancements, we are able to produce our desired
product faster and with fewer errors. This is possible as 3D technology offers
manufacturers the flexibility to easily modify products to fit specific needs.
It took
70 years for hand-crafting to be replaced by mass-produced goods, but just a
decade for today’s technologies – including 3D printing – to threaten mass
production. These technologies change existing processes and build more dynamic
and sustainable production models, like additive manufacturing and
manufacturing-as-a-service.
Furthermore,
business decision makers are now tapping on 3D technology to see and feel what
their customers are experiencing, and are taking steps towards embracing new
digital concepts that allow them to do so. Manufacturing is truly moving
towards the age of experience.
This is
why at Dassault Systèmes SOLIDWORKS, we aim to deliver compelling and connected
experiences for our customers, as well as for our customers’ customers. We
believe that the world needs cohesiveness and innovation and we are heading
towards a future in manufacturing with an experience that fires the imagination
– a type of experience that is all-embracing and easy to share.
Digitalisation
in manufacturing has allowed for more innovations that have created countless
opportunities, including 3D solutions for all stages of the product development
process that contains design, simulation and communication amongst others. This
is empowering businesses to go to market faster and more cost-effectively, with
significantly less safety risks – allowing them to focus on innovation.
Wednesday, February 24, 2016
INTERNATIONAL METALWORKING NEWS FOR ASIA February issue

The manufacturing industry is changing before our eyes. Driven by rapid globalisation, changes in customer expectations and the digitalisation of almost everything. Manufacturing has faced some big challenges and even bigger opportunities over the past few years.
Metalworking technology is evolving. End users increasing demands carry more weight than ever. Not to mention competition coming from every direction and dimension.
So how will the metalworking industry play out in 2016? Will it be the year of technology revolution making “Industry 4.0” a reality? Will it see the rise of robotics and automation into a new realm? Will 2016 be a year of action for manufacturers in Asia? We asked industry experts for their views. Find out more in this issue’s Outlook Report.
Forward-thinking metalworking machine and tool builders, including software companies are looking for alternative ways to create and capture value. It is no longer just about selling the product, but about gaining a share of the value it generates in its use.
Advances in metalworking technology and changes in marketplace expectations are making it possible for relatively small entrepreneurs to thrive in an industry where scale was once a virtual imperative. The growing popularity of “smart” products, for instance, has prompted some technology companies to make ventures into the manufacturing space, either by developing software to run the products, or by producing the machines and tools themselves.
This issue of INTERNATIONAL METALWORKING NEWS FOR ASIA is packed with articles that can serve as platforms for you to be one step ahead of the game. Take the time to look for ways to drive efficiencies in your business and across the supply chain. Who knows some of these articles can help boost your company’s productivity and open the door to new growth opportunities.
Sandvik Coromant- South & East Asia's Marketing Manger
Sandvik Coromant- South & East
Asia's Marketing Manger Erica Lee gave some insights regarding the future's production facilities during International Metalworking News for Asia's annual outlook report published this month. Excerpts of the interview below:


We’re living in a time of rapid
digitisation, where computers and robots are performing tasks once deemed
science fiction. The technology shifts signal another industrial revolution, and
even though we are still in its very early stages, the pace of change is
accelerating.
The industry needs smarter, leaner
and agile factories, where faster and reliable decision making and intelligent
data stream management are prerequisites.
Aerospace
segment is probably the only segment that still looking slightly good though
some restructuring are seen to take place in the market place. Manufacturing labour
force still have many challenges ahead. The ability to do catch up with
manufacturing industry 4.0 is still far-fetched. But in order to be in the
digital frontier, we need to be ready and get equipped.
As the
Wall Street Journal explained in June 2013: “The new industrial revolution is a
wave of technologies and ideas that are creating a computer-driven
manufacturing environment that bears little resemblance to the gritty and grimy
shop floors of the past.”
We are
quickly moving from information technology to intelligent technology. Products
in a factory will find their way independently through a production process,
and a worn cutting tool insert will know when it’s time to be replaced by a
fresh and ask an available robot to get a new one and make the change.
The
technology can be used in basically all industries for increased sustainability,
quality, safety, efficiency and profitability. The Internet of things is what
will take your component through the entire production process and autonomously
ensure that the manufacturing is performed flawlessly from start to end.
The
industry needs smarter, leaner and agile factories, where faster and reliable
decision making and intelligent data stream management are prerequisites.
Additionally, a competence shift will be essential. To succeed, your staff will
need to concentrate on innovative processes and smart product development
rather than traditional tasks that are taken over by automation.
Sandvik Coromant will continue to strengthen
our operations and presence in different ASEAN countries. We have planned to
further strengthen our position in this region with a strong conviction that
this is one of the few regions globally that we could expect better than
average growth in the coming years. In 2016, we will continue to drive ONE
business idea which is to help our customers to be more competitive in their
businesses by improving productivity and reducing downtime in their
productions.
We
believe that the ASEAN region will grow in 2016. We are aligning our Business
Strategy with the expected growth in this region so that we can further
strengthen our market position. Most importantly, this is to meet the
increasing expectations of our customers and this is our promise!
Wednesday, January 13, 2016
Innovation never ends
Whilst doing may daily dose of reading about the Middle East market, I came across a very interesting article posted in Thomson Reuters ZAWYA. I guess this was first published in Qatar Today. Now, I'm sharing with you all this attention-grabbing editorial piece, which I hope you will also find motivating now that 2016 is here.
How innovative are organisations in the Middle East and how can they create a culture of innovation in 2016?
There was a time when the concepts of creativity and innovation were only associated with artists and scientists. But with the ever-increasing necessity of cultivating a unique brand and value proposition, the need for innovation and creativity has transitioned from science and arts into everyday business.
Innovation needs to be carried out by everyone and on all fronts. In fact, focusing on innovation has been identified as a way to encourage learning and growth in an organisation. Unfortunately, many managers don't innovate because they don't think it is their job to do so. We say that innovation is everyone's job. Great organisations don't depend on a small number of exclusive people to come up with innovations. Instead, they create a culture in which every employee is encouraged and empowered to innovate. A thriving innovation culture leads not only to new customer offerings but also to better margins, stickier customer relationships, and stronger partnerships with other firms.
There are many pieces to the innovation puzzle, and they will come together differently for each organisation. How one goes about building an innovative organisation ought to be unique. For every organisation, innovation starts with the following steps:
1 Give employees a reason to care.
The fact is, if people aren't feeling connected to your company, there's little incentive for them to be innovative. Make sure your employees are in the loop on your firm's strategies and challenges, and invite their input. Employees who are involved early on in processes and plans will be motivated to see them through to completion.
2 Stress the importance of innovation.
Ensure all your employees know that you want to hear their ideas. Unless they understand how innovating your business processes can keep your firm competitive, your efforts at encouraging creative thinking risk falling flat.
3 Schedule time for brainstorming.
Allocate time for new ideas to emerge. For example, set aside time for daily or weekly brainstorming, hold regular group workshops and arrange team days out. A team involved in a brainstorming session is likely to be more effective than the sum of its parts. You can also place suggestion boxes around the workplace, ask for solutions to solve particular problems, and always keep your door open to new ideas.
4 Train staff in innovation techniques.
Your staff may be able to bounce an idea around, but be unfamiliar with the skills involved in creative problem-solving. You may find training sessions in formal techniques such as lateral thinking and mind-mapping extremely worthwhile.
5 Encourage change.
Broadening people's experiences can be a great way to spark ideas. Short-term job swaps can introduce a fresh perspective to job roles. Encourage people to look at how other businesses do things, even those in other sectors, and consider how they can be adapted or improved.
6 Challenge the way staff work.
Encourage employees to keep looking anew at the way they approach their work. Ask people whether they have considered alternative ways of working and what might be achieved by doing things differently.
7 Be supportive.
Respond enthusiastically to all ideas and never make someone offering an idea feel foolish. Give even the most apparently eccentric of ideas a chance to be aired. You can't force creativity, but the right support system will put your team in the right frame of mind to find imaginative solutions.
8 Tolerate mistakes.
A certain amount of risk-taking is inevitable with innovation. Allow people to learn from their mistakes. Never put off the creative flow by penalizing those whose ideas don't work out.
9 Reward creativity.
Motivate individuals or teams who come up with winning ideas by actively recognizing innovation, for example, through an awards scheme. You could even demonstrate your recognition that not all ideas work out by rewarding those who just have a rich flow of suggestions, regardless of whether or not they are put into action at work.
10 Act on ideas.
Remember, innovation is only worthwhile if it results in action. Provide the time and resources to develop and implement those ideas worth acting upon. Failure to do so not only means your firm will fail to benefit from innovation, but flow of ideas may well dry up if employees feel the process is pointless.
Innovation never ends
There's no shortage of books and resources with varying methodologies that can help you get started if you're looking to adopt more formal innovation processes. If you're not quite there, encouraging employees to become more curious thinkers could be a first step toward a culture that seeks new solutions for everyday challenges. In fact, it is human curiosity that leads people to pioneer new cures for diseases, more efficient forms of energy and new ways to see the world. You don't need to hire a team of geniuses to achieve innovation, but you do need to give your workforce the confidence, support and incentive to solve the problems around them, until problem-solving becomes just another part of the company culture.
How innovative are organisations in the Middle East and how can they create a culture of innovation in 2016?
There was a time when the concepts of creativity and innovation were only associated with artists and scientists. But with the ever-increasing necessity of cultivating a unique brand and value proposition, the need for innovation and creativity has transitioned from science and arts into everyday business.
Innovation needs to be carried out by everyone and on all fronts. In fact, focusing on innovation has been identified as a way to encourage learning and growth in an organisation. Unfortunately, many managers don't innovate because they don't think it is their job to do so. We say that innovation is everyone's job. Great organisations don't depend on a small number of exclusive people to come up with innovations. Instead, they create a culture in which every employee is encouraged and empowered to innovate. A thriving innovation culture leads not only to new customer offerings but also to better margins, stickier customer relationships, and stronger partnerships with other firms.
There are many pieces to the innovation puzzle, and they will come together differently for each organisation. How one goes about building an innovative organisation ought to be unique. For every organisation, innovation starts with the following steps:
1 Give employees a reason to care.
The fact is, if people aren't feeling connected to your company, there's little incentive for them to be innovative. Make sure your employees are in the loop on your firm's strategies and challenges, and invite their input. Employees who are involved early on in processes and plans will be motivated to see them through to completion.
2 Stress the importance of innovation.
Ensure all your employees know that you want to hear their ideas. Unless they understand how innovating your business processes can keep your firm competitive, your efforts at encouraging creative thinking risk falling flat.
3 Schedule time for brainstorming.
Allocate time for new ideas to emerge. For example, set aside time for daily or weekly brainstorming, hold regular group workshops and arrange team days out. A team involved in a brainstorming session is likely to be more effective than the sum of its parts. You can also place suggestion boxes around the workplace, ask for solutions to solve particular problems, and always keep your door open to new ideas.
4 Train staff in innovation techniques.
Your staff may be able to bounce an idea around, but be unfamiliar with the skills involved in creative problem-solving. You may find training sessions in formal techniques such as lateral thinking and mind-mapping extremely worthwhile.
5 Encourage change.
Broadening people's experiences can be a great way to spark ideas. Short-term job swaps can introduce a fresh perspective to job roles. Encourage people to look at how other businesses do things, even those in other sectors, and consider how they can be adapted or improved.
6 Challenge the way staff work.
Encourage employees to keep looking anew at the way they approach their work. Ask people whether they have considered alternative ways of working and what might be achieved by doing things differently.
7 Be supportive.
Respond enthusiastically to all ideas and never make someone offering an idea feel foolish. Give even the most apparently eccentric of ideas a chance to be aired. You can't force creativity, but the right support system will put your team in the right frame of mind to find imaginative solutions.
8 Tolerate mistakes.
A certain amount of risk-taking is inevitable with innovation. Allow people to learn from their mistakes. Never put off the creative flow by penalizing those whose ideas don't work out.
9 Reward creativity.
Motivate individuals or teams who come up with winning ideas by actively recognizing innovation, for example, through an awards scheme. You could even demonstrate your recognition that not all ideas work out by rewarding those who just have a rich flow of suggestions, regardless of whether or not they are put into action at work.
10 Act on ideas.
Remember, innovation is only worthwhile if it results in action. Provide the time and resources to develop and implement those ideas worth acting upon. Failure to do so not only means your firm will fail to benefit from innovation, but flow of ideas may well dry up if employees feel the process is pointless.
Innovation never ends
There's no shortage of books and resources with varying methodologies that can help you get started if you're looking to adopt more formal innovation processes. If you're not quite there, encouraging employees to become more curious thinkers could be a first step toward a culture that seeks new solutions for everyday challenges. In fact, it is human curiosity that leads people to pioneer new cures for diseases, more efficient forms of energy and new ways to see the world. You don't need to hire a team of geniuses to achieve innovation, but you do need to give your workforce the confidence, support and incentive to solve the problems around them, until problem-solving becomes just another part of the company culture.
Monday, January 11, 2016
Precise manufacture of forged wheel and chassis
The automotive industry is very competitive as a result, tier-one car manufacturers are constantly looking for breakthroughs in areas such as performance, safety and innovative design, all of which places ever stricter requirements on the processing of metal components.


Friday, January 8, 2016
Lightweighting Opportunities With Steel
I’m sharing with you a very interesting
piece of news from WorldAutoSteel regarding the light weighting opportunities
with steel.
A study released today by WorldAutoSteel, the automotive group of the World Steel Association, showed a wide variation in efficiency among steel components in vehicles on the road today. The study, “A New Paradigm for Automotive Mass Benchmarking,” further revealed that when aluminium closure components, such as doors, bumpers, hatchbacks, and decklids, are compared to efficient steel components of similar size, the 40 percent mass savings currently accepted as a standard measure of aluminium lightweighting capability is not nearly reached. The study also showed that while use of aluminium may achieve mass savings at the component level, that mass savings is lost when an entire system is measured.
The study, conducted by EDAG International, Inc., uses the A2Mac1 vehicle tear-down database of approximately 200 vehicles along with a benchmarking methodology. The methodology uses statistical regression analysis to isolate mass-efficient designs and compare lightweighting, as presented in a paper by Dr. Donald Malen, University of Michigan, and Jason Hughes, A2MAC1 Automotive Benchmarking at the Society of Automotive Engineering World Congress in April 2015. A component structure that is identified as efficient is one that stands out statistically as much lighter than others of its kind of the same size, structural performance and material. For efficient steel, this could be due to the use of Advanced High-Strength Steels and/or because of a fully optimized design.
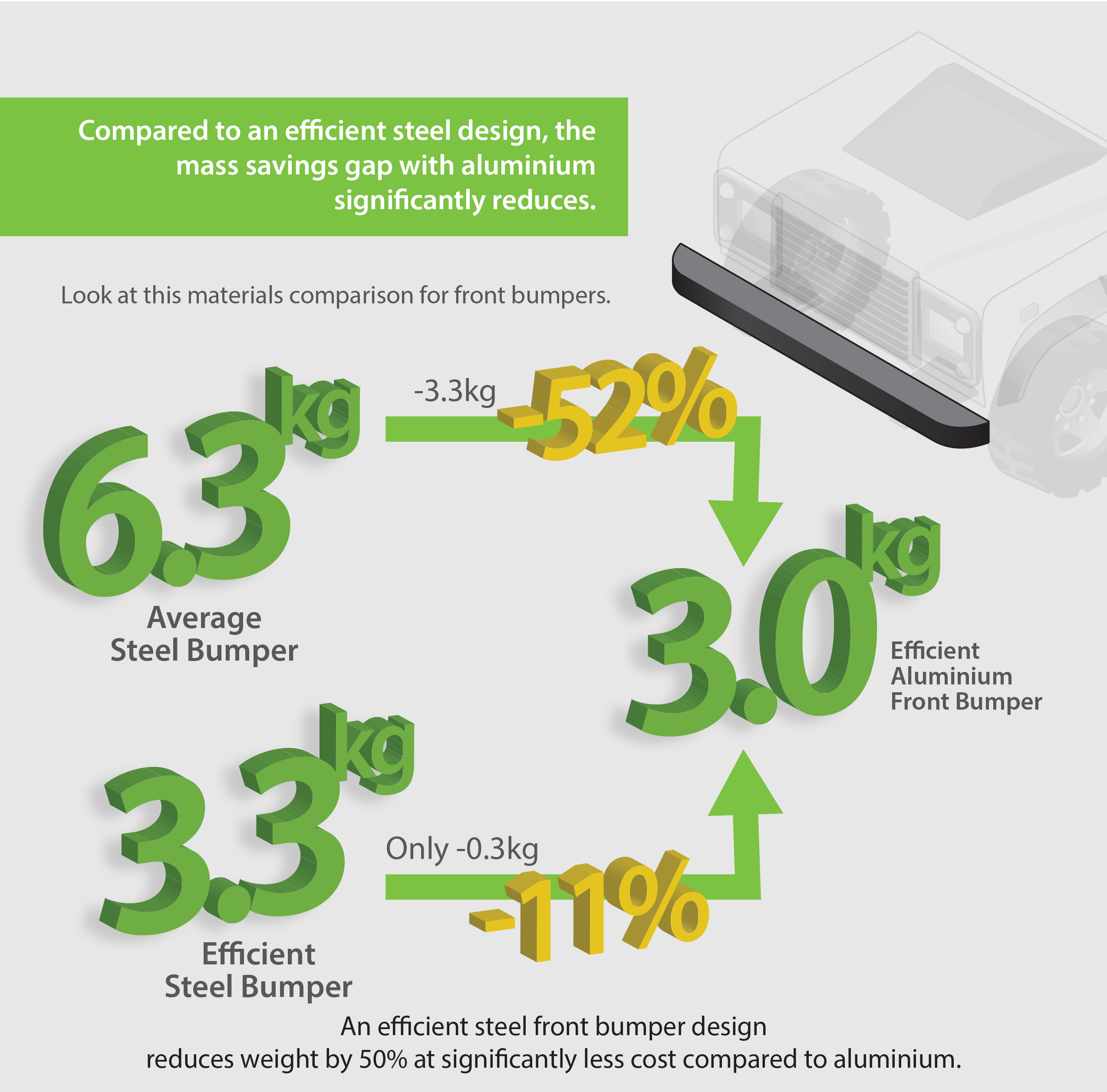
Comparing an efficient front bumper to an efficient aluminium design shows just an 11 percent savings.
According to Malen, statistical benchmarking opens a whole database of today’s vehicles to the benchmarking process. With it, engineers can identify better, more realistic targets, saving time and money.
“First, this benchmarking method revealed a broad disparity in levels of efficiency among the steel component designs of similar size. But when comparing aluminium component designs to their efficient steel counterparts, the results were startling,” said Cees ten Broek, director, WorldAutoSteel. “For example, the Malen and Hughes paper documented a 22 percent mass savings when comparing efficient aluminium doors to efficient steel doors. Our study confirmed that calculation. A similar comparison of front bumpers shows just an 11 percent savings. And when comparing an average aluminium design to an efficient steel bumper design, the aluminium bumper was 26 percent heavier.”
Ten Broek noted that this is very different than currently accepted predictions in the industry. An approximate analysis of the total vehicle curb weight change was conducted using the mass reductions shown in the steel and aluminium efficient designs. The efficient steel subsystems reduced vehicle curb weight by 6.5 percent compared to average steel subsystems. Aluminium subsystems reduce curb weight by 9.3 percent compared to average steel subsystems, a 2.8 percent difference.
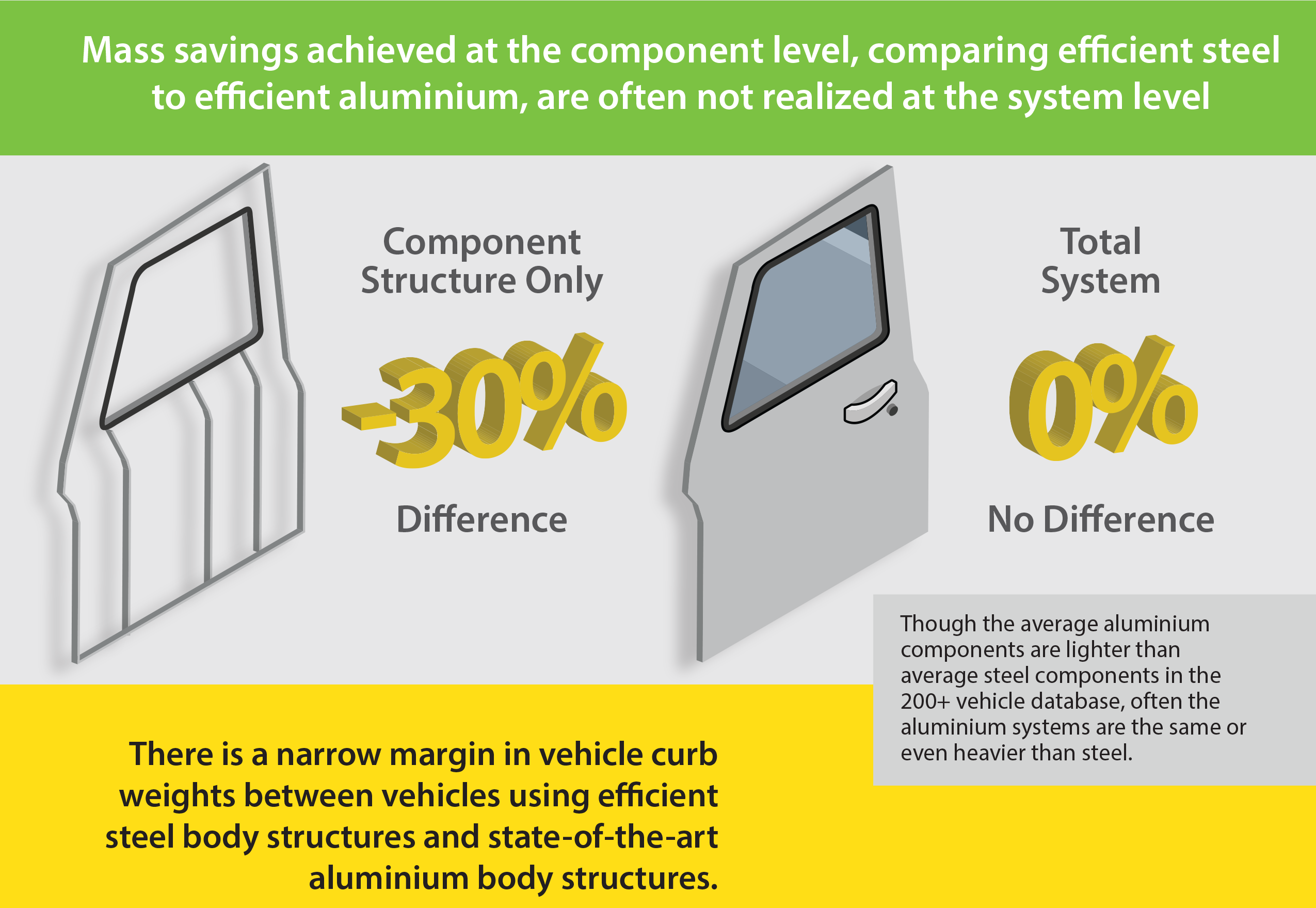
When the aluminium door component is added to the door system, the study shows that the aluminium door system was equal in weight to the steel door system.
Further, when the aluminium door component is added to the door system, the study shows that the aluminium door system was equal in weight to the steel door system. Most of the systems in the database do not fully benefit, or show no benefit, from the mass savings achieved at the component level, the study indicates. Though identifying the cause of this was not part of the study scope, it did investigate whether this loss was due to premium vehicle features, with the results showing no such correlation. It is a reasonable deduction that the efforts made to reduce component mass are being lost along the vehicle design chain.
Said ten Broek, “While steel has come a long way, the study shows additional lightweighting can be achieved through design optimization and advanced steels and steel technologies.”
A2MAC1’s benchmarking database, paired with statistical analysis, enables automotive designers to see where their own vehicles stand in terms of mass efficiency against a larger database of vehicles and evaluate opportunities for greater efficiencies.
Subscribe to:
Comments (Atom)