Whilst doing may daily dose of reading about the Middle East market, I came across a very interesting article posted in Thomson Reuters ZAWYA. I guess this was first published in Qatar Today. Now, I'm sharing with you all this attention-grabbing editorial piece, which I hope you will also find motivating now that 2016 is here.
How innovative are organisations in the Middle East and how can they create a culture of innovation in 2016?
There was a time when the concepts of creativity and innovation were only associated with artists and scientists. But with the ever-increasing necessity of cultivating a unique brand and value proposition, the need for innovation and creativity has transitioned from science and arts into everyday business.
Innovation needs to be carried out by everyone and on all fronts. In fact, focusing on innovation has been identified as a way to encourage learning and growth in an organisation. Unfortunately, many managers don't innovate because they don't think it is their job to do so. We say that innovation is everyone's job. Great organisations don't depend on a small number of exclusive people to come up with innovations. Instead, they create a culture in which every employee is encouraged and empowered to innovate. A thriving innovation culture leads not only to new customer offerings but also to better margins, stickier customer relationships, and stronger partnerships with other firms.
There are many pieces to the innovation puzzle, and they will come together differently for each organisation. How one goes about building an innovative organisation ought to be unique. For every organisation, innovation starts with the following steps:
1 Give employees a reason to care.
The fact is, if people aren't feeling connected to your company, there's little incentive for them to be innovative. Make sure your employees are in the loop on your firm's strategies and challenges, and invite their input. Employees who are involved early on in processes and plans will be motivated to see them through to completion.
2 Stress the importance of innovation.
Ensure all your employees know that you want to hear their ideas. Unless they understand how innovating your business processes can keep your firm competitive, your efforts at encouraging creative thinking risk falling flat.
3 Schedule time for brainstorming.
Allocate time for new ideas to emerge. For example, set aside time for daily or weekly brainstorming, hold regular group workshops and arrange team days out. A team involved in a brainstorming session is likely to be more effective than the sum of its parts. You can also place suggestion boxes around the workplace, ask for solutions to solve particular problems, and always keep your door open to new ideas.
4 Train staff in innovation techniques.
Your staff may be able to bounce an idea around, but be unfamiliar with the skills involved in creative problem-solving. You may find training sessions in formal techniques such as lateral thinking and mind-mapping extremely worthwhile.
5 Encourage change.
Broadening people's experiences can be a great way to spark ideas. Short-term job swaps can introduce a fresh perspective to job roles. Encourage people to look at how other businesses do things, even those in other sectors, and consider how they can be adapted or improved.
6 Challenge the way staff work.
Encourage employees to keep looking anew at the way they approach their work. Ask people whether they have considered alternative ways of working and what might be achieved by doing things differently.
7 Be supportive.
Respond enthusiastically to all ideas and never make someone offering an idea feel foolish. Give even the most apparently eccentric of ideas a chance to be aired. You can't force creativity, but the right support system will put your team in the right frame of mind to find imaginative solutions.
8 Tolerate mistakes.
A certain amount of risk-taking is inevitable with innovation. Allow people to learn from their mistakes. Never put off the creative flow by penalizing those whose ideas don't work out.
9 Reward creativity.
Motivate individuals or teams who come up with winning ideas by actively recognizing innovation, for example, through an awards scheme. You could even demonstrate your recognition that not all ideas work out by rewarding those who just have a rich flow of suggestions, regardless of whether or not they are put into action at work.
10 Act on ideas.
Remember, innovation is only worthwhile if it results in action. Provide the time and resources to develop and implement those ideas worth acting upon. Failure to do so not only means your firm will fail to benefit from innovation, but flow of ideas may well dry up if employees feel the process is pointless.
Innovation never ends
There's no shortage of books and resources with varying methodologies that can help you get started if you're looking to adopt more formal innovation processes. If you're not quite there, encouraging employees to become more curious thinkers could be a first step toward a culture that seeks new solutions for everyday challenges. In fact, it is human curiosity that leads people to pioneer new cures for diseases, more efficient forms of energy and new ways to see the world. You don't need to hire a team of geniuses to achieve innovation, but you do need to give your workforce the confidence, support and incentive to solve the problems around them, until problem-solving becomes just another part of the company culture.

Wednesday, January 13, 2016
Monday, January 11, 2016
Precise manufacture of forged wheel and chassis
The automotive industry is very competitive as a result, tier-one car manufacturers are constantly looking for breakthroughs in areas such as performance, safety and innovative design, all of which places ever stricter requirements on the processing of metal components.


Friday, January 8, 2016
Lightweighting Opportunities With Steel
I’m sharing with you a very interesting
piece of news from WorldAutoSteel regarding the light weighting opportunities
with steel.
A study released today by WorldAutoSteel, the automotive group of the World Steel Association, showed a wide variation in efficiency among steel components in vehicles on the road today. The study, “A New Paradigm for Automotive Mass Benchmarking,” further revealed that when aluminium closure components, such as doors, bumpers, hatchbacks, and decklids, are compared to efficient steel components of similar size, the 40 percent mass savings currently accepted as a standard measure of aluminium lightweighting capability is not nearly reached. The study also showed that while use of aluminium may achieve mass savings at the component level, that mass savings is lost when an entire system is measured.
The study, conducted by EDAG International, Inc., uses the A2Mac1 vehicle tear-down database of approximately 200 vehicles along with a benchmarking methodology. The methodology uses statistical regression analysis to isolate mass-efficient designs and compare lightweighting, as presented in a paper by Dr. Donald Malen, University of Michigan, and Jason Hughes, A2MAC1 Automotive Benchmarking at the Society of Automotive Engineering World Congress in April 2015. A component structure that is identified as efficient is one that stands out statistically as much lighter than others of its kind of the same size, structural performance and material. For efficient steel, this could be due to the use of Advanced High-Strength Steels and/or because of a fully optimized design.
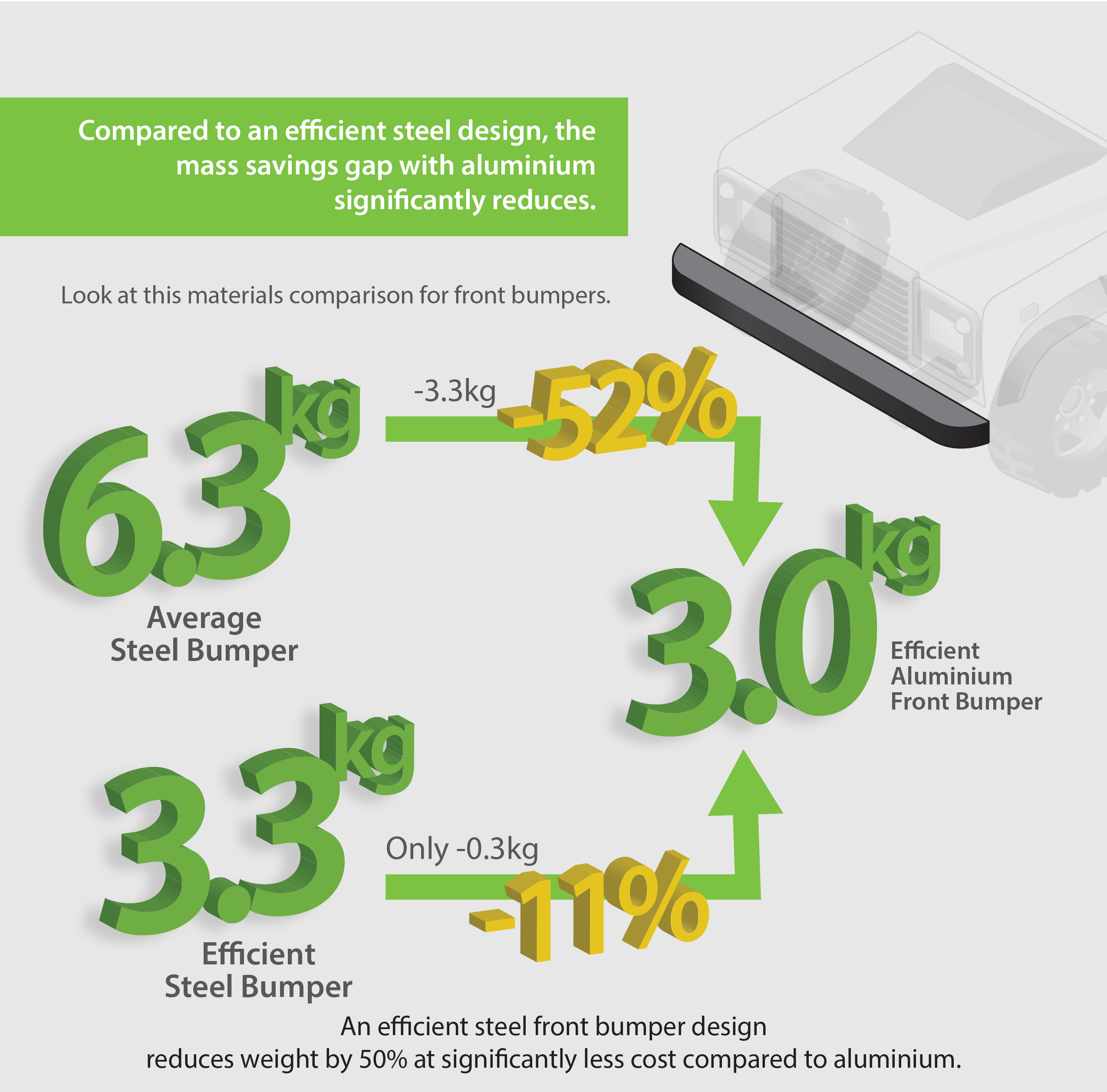
Comparing an efficient front bumper to an efficient aluminium design shows just an 11 percent savings.
According to Malen, statistical benchmarking opens a whole database of today’s vehicles to the benchmarking process. With it, engineers can identify better, more realistic targets, saving time and money.
“First, this benchmarking method revealed a broad disparity in levels of efficiency among the steel component designs of similar size. But when comparing aluminium component designs to their efficient steel counterparts, the results were startling,” said Cees ten Broek, director, WorldAutoSteel. “For example, the Malen and Hughes paper documented a 22 percent mass savings when comparing efficient aluminium doors to efficient steel doors. Our study confirmed that calculation. A similar comparison of front bumpers shows just an 11 percent savings. And when comparing an average aluminium design to an efficient steel bumper design, the aluminium bumper was 26 percent heavier.”
Ten Broek noted that this is very different than currently accepted predictions in the industry. An approximate analysis of the total vehicle curb weight change was conducted using the mass reductions shown in the steel and aluminium efficient designs. The efficient steel subsystems reduced vehicle curb weight by 6.5 percent compared to average steel subsystems. Aluminium subsystems reduce curb weight by 9.3 percent compared to average steel subsystems, a 2.8 percent difference.
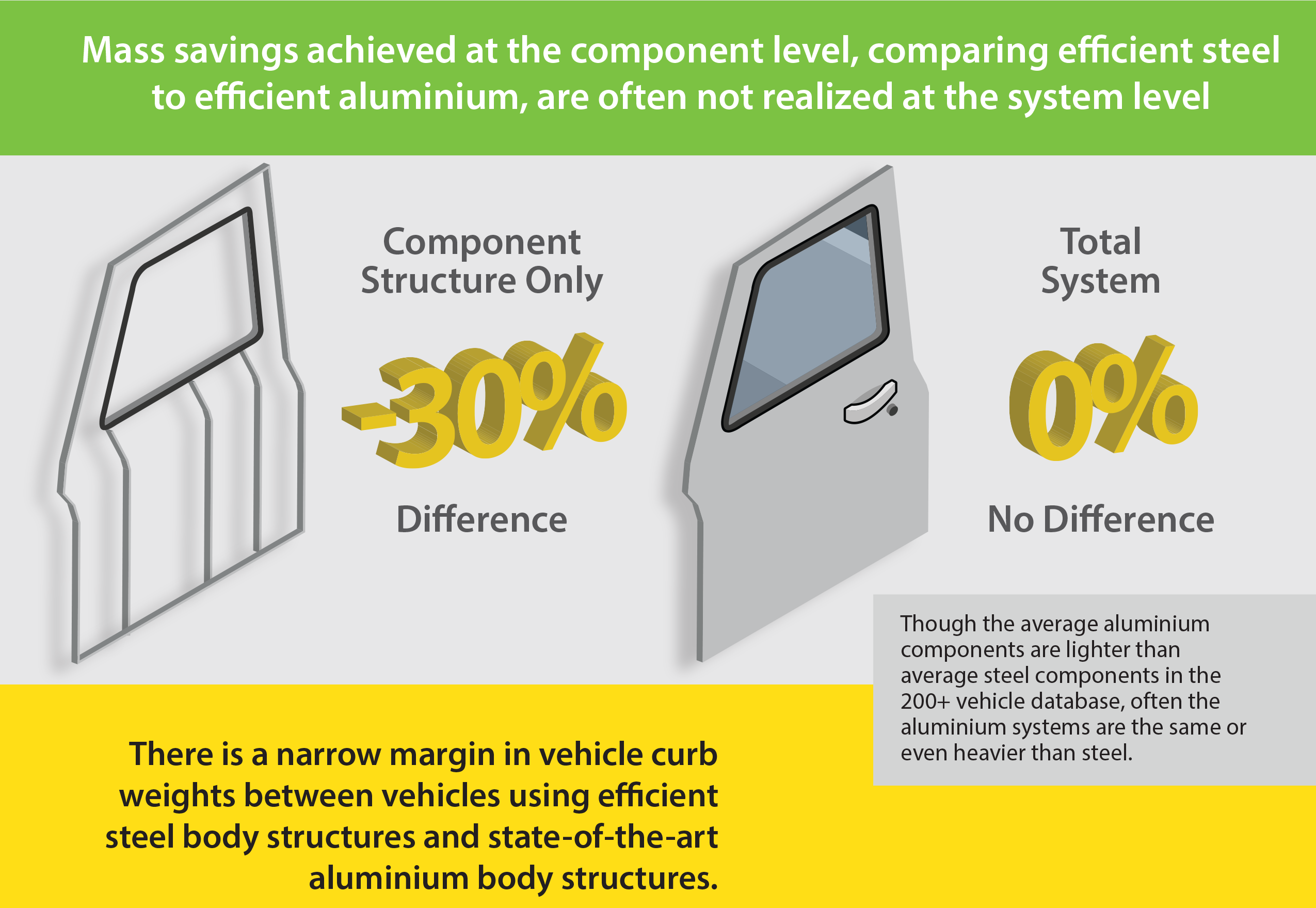
When the aluminium door component is added to the door system, the study shows that the aluminium door system was equal in weight to the steel door system.
Further, when the aluminium door component is added to the door system, the study shows that the aluminium door system was equal in weight to the steel door system. Most of the systems in the database do not fully benefit, or show no benefit, from the mass savings achieved at the component level, the study indicates. Though identifying the cause of this was not part of the study scope, it did investigate whether this loss was due to premium vehicle features, with the results showing no such correlation. It is a reasonable deduction that the efforts made to reduce component mass are being lost along the vehicle design chain.
Said ten Broek, “While steel has come a long way, the study shows additional lightweighting can be achieved through design optimization and advanced steels and steel technologies.”
A2MAC1’s benchmarking database, paired with statistical analysis, enables automotive designers to see where their own vehicles stand in terms of mass efficiency against a larger database of vehicles and evaluate opportunities for greater efficiencies.
Thursday, January 7, 2016
11th Ringier Technology Innovation Awards - Metalworking Industry
The 11th Ringier Technology Innovation Awards - Metalworking Industry now call for entries until January 20, 2016.
Only new or upgraded products and solutions launched during 2014-2016 in the China market are eligible to enter the Awards selection process. Read more!

Please click to nominate now!
Subscribe to:
Posts (Atom)